

在工业加工领域,陶瓷材料以其高硬度和脆性的特性,给切割加工带来了诸多挑战。UHD作为行业内的专业品牌,一直致力于解决陶瓷切割中的技术难题。接下来,我们就系统地解析陶瓷材料高效切割的技术要点。
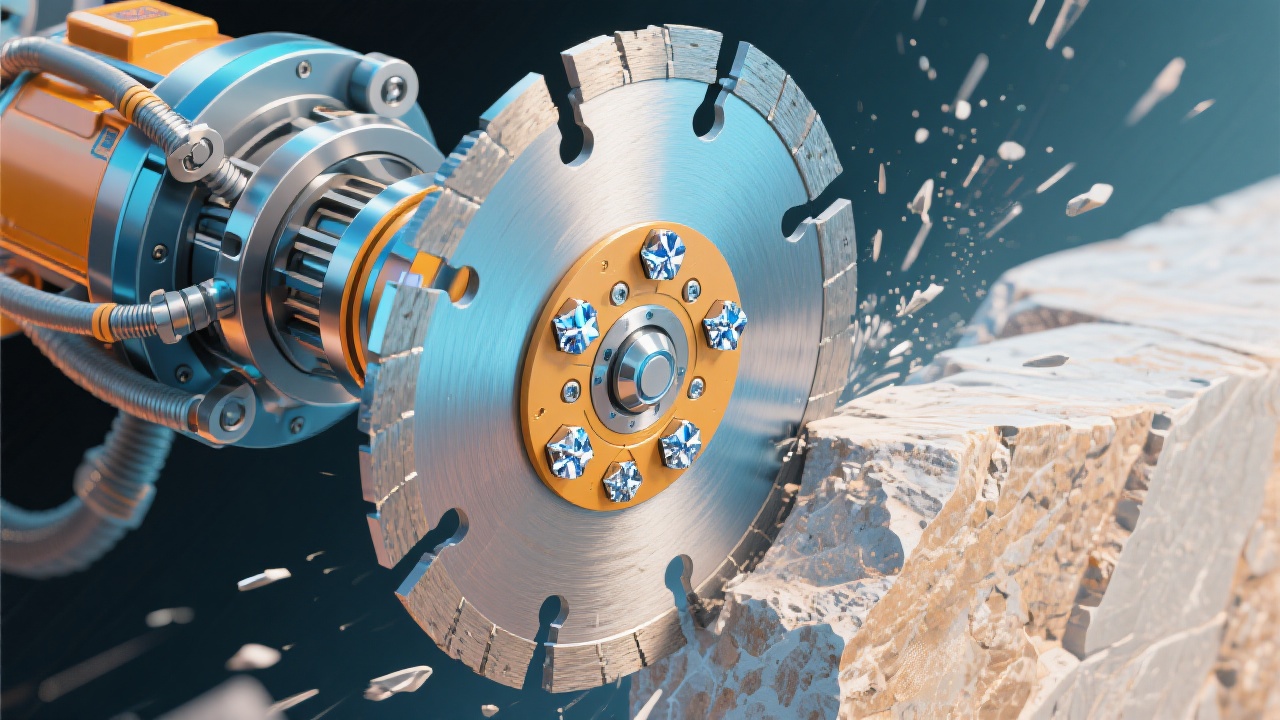
陶瓷材料的高硬度和脆性使得在切割过程中容易出现裂纹、崩边等问题。在选择切割刀具时,需要综合考虑陶瓷的类型、硬度、切割精度要求等因素。例如,对于氧化铝、氮化硅等硬度较高的陶瓷,金刚石锯片是比较理想的选择。因为金刚石具有极高的硬度和耐磨性,能够有效地切割高硬度陶瓷。

400毫米级金刚石锯片在氧化铝和氮化硅等不同类型陶瓷的切割中,具有不同的应用特点。氧化铝陶瓷硬度相对较高,切割时需要较大的切削力,因此锯片的转速和进给速度需要适当调整。而氮化硅陶瓷的脆性较大,切割时要更加注重切削参数的优化,以减少裂纹的产生。以下是不同陶瓷切割时的切削参数对比表格:
| 陶瓷类型 | 锯片转速(r/min) | 进给速度(mm/min) | 切削深度(mm) |
|---|---|---|---|
| 氧化铝 | 2000 - 2500 | 30 - 50 | 1 - 2 |
| 氮化硅 | 1500 - 2000 | 20 - 40 | 0.5 - 1 |
锯片的安装角度和夹持结构设计直接影响切割的稳定性和精度。合理的安装角度可以使锯片在切割过程中更加平稳,减少振动和噪音。同时,良好的夹持结构能够确保锯片在高速旋转时的安全性,防止锯片松动或偏移。例如,采用高精度的夹具和定位装置,可以有效地提高切割精度和质量。

在陶瓷切割过程中,冷却系统的配置至关重要。切割时产生的热量会导致刀具磨损加剧,甚至产生微裂纹。通过合理配置冷却系统,可以有效地减缓热应力,降低刀具的温度,从而延长刀具的使用寿命。例如,采用冷却液循环系统,能够及时带走切割过程中产生的热量,保持刀具的性能稳定。
在陶瓷切割过程中,常见的故障包括裂纹产生和断齿等。裂纹产生的原因可能是切削参数不合理、刀具磨损、冷却不足等。针对这些问题,可以通过调整切削参数、更换刀具、优化冷却系统等方法来解决。断齿的原因可能是刀具质量问题、切割过程中的冲击等。在遇到断齿问题时,应及时更换刀具,并检查切割设备的运行状态。
UHD一直致力于为用户提供专业的陶瓷切割解决方案。更多技术细节可参考我们的工具手册,您可以点击 这里 了解更多信息,让我们一起提升陶瓷切割的技术水平,实现更高效、更精准的加工。
.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)

.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)















